ケイヒントイシ
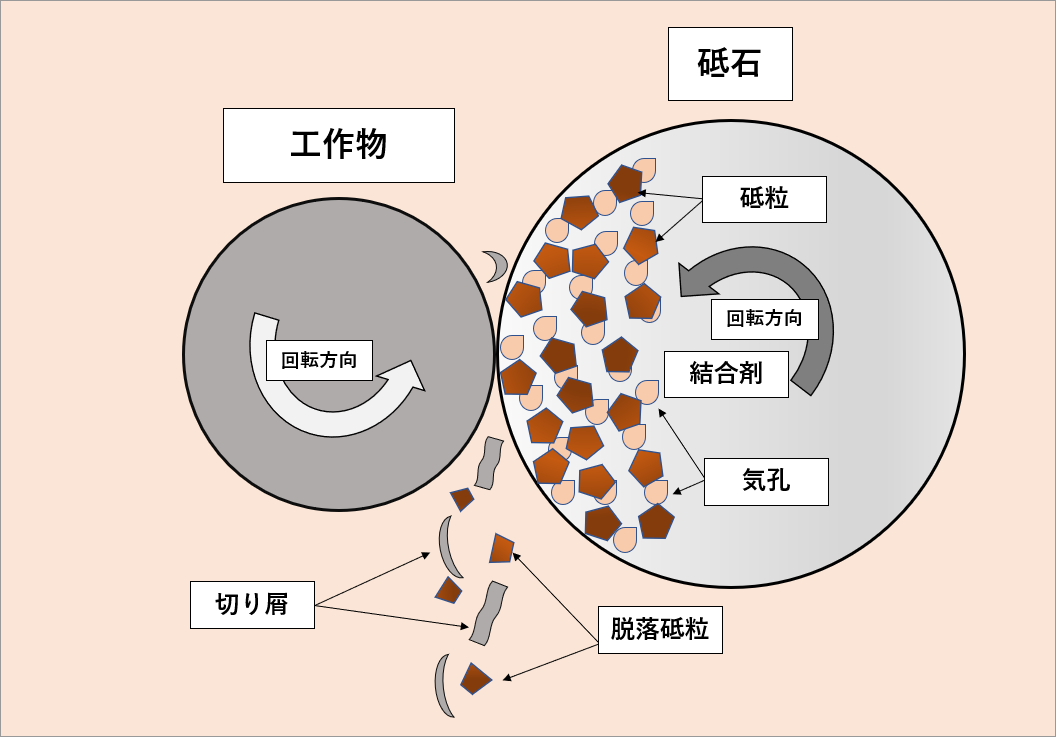
研削砥石について

砥粒の種類および特徴・用途
| 砥粒の種類 | 記 号 | 特 徴 | 用 途 | |
|---|---|---|---|---|
| セラミック砥粒 | QBW | 新しい製法によるアルミナ質多結晶形砥粒。強靭で独特な破砕性を持つ。 | 一般鋼材料の自由研削、合金鋼・工具鋼・ステンレス鋼等の重研削、精密研削 |  |
| 溶融アルミナ質砥粒 | A | 靭性に富む標準砥粒。 | 一般鋼材の自由研削、重研削、精密研削 |  |
| 19A | AとWAの混合砥粒で両者の特長を活かし切断性をプラスした砥粒。 | 一般鋼材の精密研削、焼入鋼の研削 |  |
|
| KW | 破砕性と靭性を併せ持つ砥粒で、研削性が良い。 | 焼入鋼、合金鋼の精密研削 |  |
|
| WA | 破砕性に富みシャープなエッジが出やすい砥粒。 | 一般焼入れ鋼、合金鋼、工具鋼の精密研削 |  |
|
| PW | 靭性に富む砥粒で、研削性が良い。 | 合金鋼、工具鋼の精密研削 |  |
|
| SA・KE | 単結晶砥粒で靭性が高い。 | 合金鋼、工具鋼、焼入れ鋼等の難削材の研削 |  |
|
| 炭化けい素質砥粒 | GC | 極めて硬く破砕性の富む砥粒。 | 超硬合金、鋳鉄、非鉄金属、セラミック等の研削 |  |
| C | 炭化けい素質の砥粒。 | 鋳鉄、非鉄、セラミック等の研削 |  |