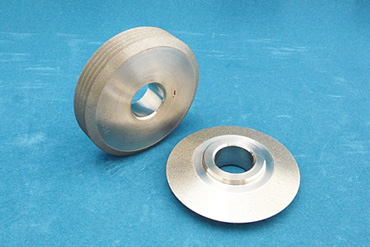
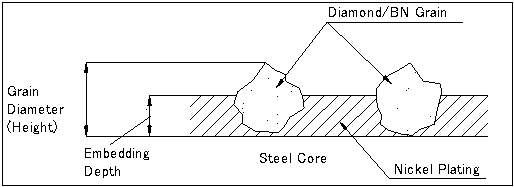
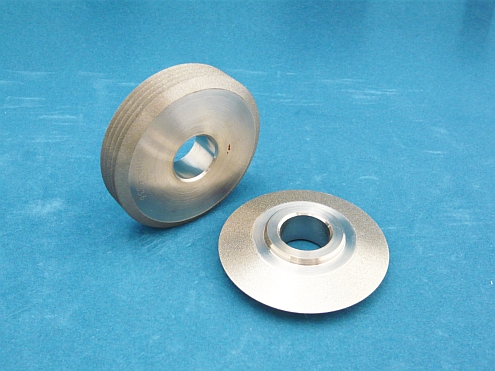
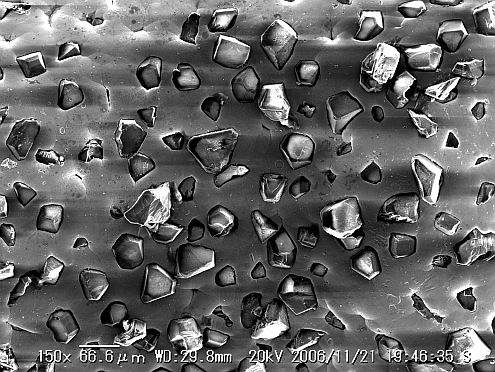
Electroplated tools are produced by fixing grain with single layer nickel plating. With the excellent grain protrusion, they have excellent cutting ability and removal speed. Since grains are fixed by plating method, forming wheels of complicated shape can be produced comparatively easily, given the steel core can be made.
Although the embedding depth of grains should be determined depending on the grinding condition, generally 60%, and for heavy grinding and corner grinding 70% should be adequate.
Embedding Depth
Kind of Wheel
Embedding Depth (%)
Cutter
60~70
Wheel
55~60
File
70
Hole Saw
70
Internal
50~60
Other
depends on condition
Electroplating Standard (Diamond/CBN)
Grain Size Indication
Grains Used
Grain Diameter (Height) mm
#30
30/40
0.9
#40
40/50
0.6
#50
50/60
0.45
#60
60/80
0.325
#80
80/100
0.25
#100
100/120
0.2
#120
120/140
0.175
#140
140/170
0.15
#170
170/200
0.14
#200
200/230
0.125
#230
230/270
0.105
#270
270/325
0.09
#325
325/400
0.075
#500
MC40/60
0.06
#600
MC20/40
0.05
#800
MC20/30
0.035
#1000
MC15/20
0.025
Consult our sales person for grain size over #1000.
Double-Layer Plates
Double-layer plates are made by fixing second layer grains with nickel plating after fixing grains with a single layer nickel plating. The first layer maintains cutting ability while the second layer, which is preserved strongly, shows extraordinary long-life in work including heavy grinding and boring of non-ferrous such as glass.
*Double-layer Plate
The picture shows the base abrasive layer underneath the second layer.